Az acélcső egy üreges, hosszú acélszalag, amelyet széles körben használnak csővezetékként folyadékok, például olaj, földgáz, víz, gáz, gőz stb. szállítására. Ezenkívül könnyebb a súlya hajlításkor és torziós szilárdsága. ugyanaz, ezért széles körben elterjedt Mechanikai alkatrészek és mérnöki szerkezetek gyártásához használják.Gyakran használják különféle hagyományos fegyverek, csővezetékek, lövedékek stb. gyártására is. A hegesztett acélcsövek, más néven hegesztett csövek, a varratos acélcsövek közé tartoznak, amelyek acéllemezekből vagy szalagokból készült acélcsövek préselés és hegesztés után, általában hossza 6 méter.A hegesztett acélcső gyártási folyamata egyszerű, a gyártási hatékonyság magas, sok fajta és specifikáció létezik, és a berendezésekbe való befektetés kicsi, de az általános szilárdság alacsonyabb, mint a varrat nélküli acélcsőé.

Hegesztett acélcsövek osztályozása
Gyártási mód szerint osztályozva
(1) Az eljárás szerint - ívhegesztett cső, ellenálláshegesztett cső (nagyfrekvenciás, alacsony frekvenciájú), gázhegesztett cső, kemencében hegesztett cső
(2) A varrat szerint – egyenes varratú hegesztett cső, spirálhegesztett cső
Metszet alakja szerint osztályozva
(1) Egyszerű keresztmetszetű acélcsövek – kerek acélcsövek, négyzet alakú acélcsövek, ovális acélcsövek, háromszög alakú acélcsövek, hatszögletű acélcsövek, rombusz alakú acélcsövek, nyolcszögletű acélcsövek, félkör alakú acélkörök stb.
(2) Bonyolult keresztmetszetű acélcsövek – egyenlőtlen hatszögletű acélcsövek, ötszirmú szilva alakú acélcsövek, kettős domború acélcsövek, kettős homorú acélcsövek, dinnye alakú acélcsövek, kúpos acélcsövek, hullámos acélcsövek, házacél csövek stb.
A falvastagság szerint felosztható: vékonyfalú acélcsőre és vastagfalú acélcsőre;
A vég alakja szerint felosztható: körhegesztett csőre és speciális alakú (négyzet, lapos stb.) hegesztett csőre;
Cél szerinti osztályozás
Általános hegesztett cső, horganyzott hegesztett cső, oxigénnel fúvott hegesztett cső, huzalház, metrikus hegesztett cső, üresjárati cső, mélykút-szivattyúcső, autócső, transzformátorcső, elektromos hegesztett vékonyfalú cső, elektromos hegesztett speciális alakú cső, állvány cső és spirálhegesztett cső.
A fő cél
Széles körben használják a vízellátásban, a petrolkémiai iparban, a vegyiparban, a villamosenergia-iparban, a mezőgazdasági öntözésben és a városépítésben.Egyike az országunk által kifejlesztett húsz kulcsterméknek.
Folyadékszállításra használható: vízellátás és vízelvezetés.Gázszállításhoz: gáz, gőz, cseppfolyósított kőolaj.
Szerkezeti célra: cölöpcsőként, hídként;csövek rakpartokhoz, utakhoz, épületszerkezetekhez stb.
A hegesztett acélcsöveket a cső felületkezelése szerint horganyzottra és nem horganyzottra osztják.A hegesztett acélcsövek a gyárból kikerülve két típusra oszthatók: az egyik a cső végén menetes, a másik a cső végén nincs menetes.A csővégeken menetes hegesztett acélcsöveknél az egyes csövek hossza 4-9 m, a menet nélküli hegesztett acélcsöveknél pedig az egyes csövek hossza 4-12 m.
A hegesztett acélcsöveket a csőfal vastagsága szerint vékonyfalú acélcsövekre, vastagított acélcsövekre és közönséges acélcsövekre osztják.A technológiai csövekben leggyakrabban a közönséges acélcsöveket használják, próbanyomásuk 2,0 MPa.A megvastagított acélcső próbanyomása 3,0 MPa.
A hegesztett acélcsövekhez számos csatlakozási mód létezik, beleértve a menetes csatlakozást, a karimás csatlakozást és a hegesztést.A karimás csatlakozás menetes karimás csatlakozásra és hegesztő karimás csatlakozásra, a hegesztési módszer gázhegesztésre és ívhegesztésre oszlik.
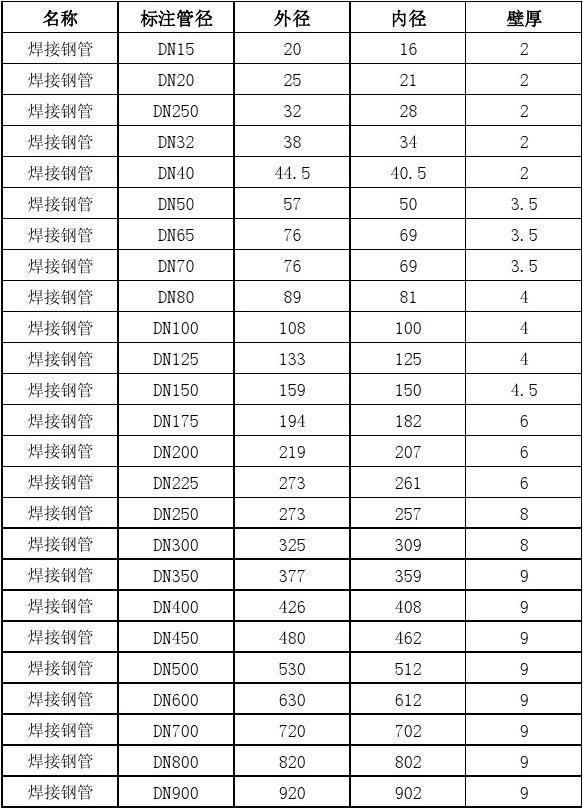
Általánosan használt hegesztett acélcsövek specifikációs tartománya: névleges átmérő 6 ~ 150 mm
A hegesztett acélcsövek az alakítási folyamat szerint nagyjából három kategóriába sorolhatók:
1. Elektromos ellenállás hegesztett acélcső
Elektromos ellenállású hegesztett acélcső, angol neve ERW (Electric resistance welded Pipe), hegesztési típusa egyenes varrat.Az ellenállás-hegesztés nyomóhegesztési módszert alkalmaz töltőfém nélkül.A hegesztési varratban nincs más komponens kitöltése.A nagyfrekvenciás áram bőrhatása és közelségi hatása a lemez szélét azonnal hegesztési hőmérsékletre melegíti, és a kovácsolás az extrudáló henger összenyomásával jön létre.Szövet-hegesztések.
Az ellenállás-hegesztett acélcsövek két kategóriába sorolhatók: nagyfrekvenciás ellenállás-hegesztés HFW (High Frequency welded pipe) és alacsony frekvenciájú ellenálláshegesztés LFW (alacsony frekvenciájú hegesztés).
Az ERW acélcsöveket főként gőz és folyékony tárgyak, például olaj és földgáz szállítására használják, és megfelelnek a magas és alacsony nyomás különböző követelményeinek.Jelenleg kulcsfontosságú helyet foglalnak el a szállítócsövek területén a világon.
2. Spirálhegesztett acélcső
Spirálhegesztett acélcső, angol nevén SSAW (Spiral submerged-arc welding pipe), hegesztési típusa spirálvarrat.A merülőíves hegesztés módszerét alkalmazzák, és a belső és a külső kettős réteget hegesztik.A merülőíves hegesztés (beleértve a merülőíves felületkezelést és az elektroslagos felületkezelést stb.) fontos hegesztési módszer, amelynek előnyei a stabil hegesztési minőség, a magas hegesztési termelékenység, az ívfény hiánya, valamint a kevés füst és por.
A spirálhegesztett cső nagy átmérőjű, amely elérheti a 3000 mm-t is, és alkalmasabb nagy átmérőjű csővezetékek szállítására és épületszerkezetekre.
Három, egyenes varratú hegesztett acélcső
Longitudinally Submerged Arc Welded Pipe, angol neve LSAW (Longitudinally Submerged Arc Welded Pipe), a hegesztési varrat típusa pedig egyenes varrat.Használják a merülőíves hegesztés módszerét is, a belső és a külső kettős réteget hegesztik.Az egyenes varratú acélcső falvastagsága viszonylag nagy, felhasználása hasonló a spirálhegesztett acélcsőéhez.

A különböző alakítási eljárások szerint az egyenes varratú acélcsövek két kategóriába sorolhatók: UOE (Uing and Oing forming pipe) és JCOE (J-ing, C-ing és O-ing cső).UOE alakítási módszer (U alakítás, O alakítás, E átmérő kiterjesztése), JCOE alakítási módszer (az acéllemezt J alakra préselik, majd egymás után C és O alakra préselik, majd expandálják).
Meg kell jegyezni, hogy a merülőíves hegesztési eljárás (SAW) egyfajta elektromos fúziós hegesztés (EFW Electric Fusion Welded Pipe), amelynek célja a fémek egy vagy több fogyóelektróda és a munkadarab közötti hevítése révén történő egyesítése.Az egyik folyamat, amelyben az ív nyomás nélkül teljesen megolvasztja a fémet és a töltőanyagot, és a töltőfém rész az elektródákról származik.
Feladás időpontja: 2023-06-06