A horganyzás gyártósor egy komplett berendezéskészlet az acéltekercs mindkét oldalán egy cinkötvözet bevonatréteg tűzihorganyzásához.Kikészítő gépből, feszítő-kiegyenlítő gépből, olajozógépből, nyírógépből, tekercselőgépből és egyéb berendezésekből áll.
A horganyzott lemez fő folyamata
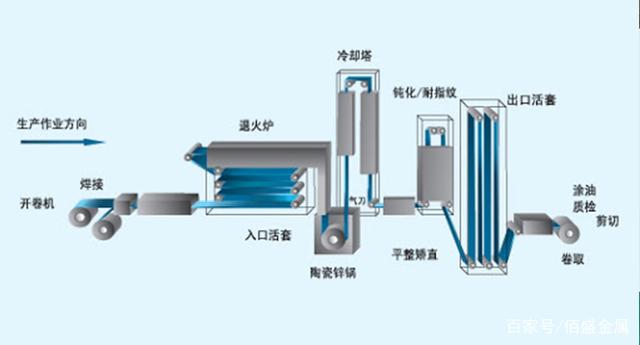
Tekercselés → dupla letekercselés → vágófej és farok vágása → hegesztés → lúgos tisztítás → elsődleges kefe → elektrolitikus tisztítás → másodlagos kefe → forró vizes öblítés → forró levegős szárítás → bemeneti hurok → folyamatos izzítás → tűzihorganyzás (kerámia cink edény) → levegő késfúvás (bevezetve) → → levegőhűtés a bevonat után → vízhűtés → szintezőgép (fenntartott) → feszített kiegyenlítő → passziválás (ujjlenyomat-ellenállás miatt) → kivezető hurok → olajozás → vágás → tekercselés → letekercselés → súlyozás → csomagolás
A horganyzósor egyes szakaszainak funkciója
Tisztító rész: Távolítsa el a hideghengerlési kenőanyagokat és a vasport a szalag felületéről.A bemeneti hurok előtti tisztítás megkönnyíti a szalag stabil követését a bemeneti hurkolóban, miközben elkerüli a horpadásokat és a karcolásokat.
Bejárati hurokszakasz: Hatékony hosszúságú függőleges hurkolót biztosít, amikor a hegesztés a bejáratnál megáll, lehetővé téve a gyártósor folyamatos gyártását.
Kemenceszakasz: függőleges folyamatos izzító kemence, amely eléri a megadott izzítási ciklust.
Horganyzó rész: A szalagot olvadt cinkedénybe mártják horganyzáshoz.
Gyalu- és feszítő-kiegyenlítő szakaszok: jobb teljesítmény.
Utókezelő szakasz (passziválás): Tandem ikerhengeres bevonógép kemencével és hűtéssel a fehérrozsda és ujjlenyomat-álló kromát oldatok bevonásához.
Kilépő hurokszakasz: Amikor a kilépő szakasz leáll, egy effektív hosszúságú függőleges hurkolót biztosítanak a gyártósor folyamatos működéséhez.
Feladás időpontja: 2022-08-08